serigrafi 769 a 2012 11 13 793 (PDF)
File information
Title: serigrafia_Envases offset.qxd
Author: Tina
This PDF 1.5 document has been generated by PScript5.dll Version 5.2.2 / Acrobat Distiller 10.1.4 (Windows), and has been sent on pdf-archive.com on 23/10/2013 at 13:20, from IP address 186.158.x.x.
The current document download page has been viewed 661 times.
File size: 363.09 KB (14 pages).
Privacy: public file

File preview
Tecnología III. Producción
Serigrafía
Prof. Adriana Giuberti. Mgter. María Cristina Portalupi. Octubre 2010
Es un sistema de impresión muy versátil, teniendo mayor calidad cromática y
resistencia que otros sistemas más conocidos, su única limitación es la impresión
de colores tramados o cuatricomías ya, que como veremos, la forma impresora es
una malla que tienen trama.
La aparición de los tejidos de poliéster, mallas metálicas de gran finura y resistencia, emulsiones y películas para clichés, ha permitido lograr una perfección en la
impresión que la colocan en igualdad de condiciones con otras técnicas más sofisticadas y costosas.
Temas
Objetivos
123345-
Principio del sistema.
Máquinas.
Forma impresoras.
Soportes.
Preprensa del offset.
Prensa y postprensa.
Recuperación de conocimientos de Tecnología I y Tecnología II.
Comprender la gestión de productos para ser impresos en flexografía.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
1
Tecnología III. Producción
Introducción
Si se considera que el “estarcido” (técnica empleada para trasladar una
figura u ornamento a un soporte a través del “calado” de esta figura en una placa
metálica o cartón)es el antecedente de la serigrafía, estamos en condiciones de
decir que es el sistema más antiguo.
Se han encontrado en China, Japón y en las islas Fidji, donde los habitantes estampaban sus tejidos usando hojas de plátano, previamente recortadas
con dibujos y que, puestas sobre los tejidos, empleaban unas pinturas vegetales
que coloreaban aquellas zonas que habían sido recortadas. Posiblemente la idea
surge al ver las hojas de los árboles y de los arbustos horadadas por los insectos.
En Egipto también se usaron antiguamente, ya 2500 años a.C. los estarcidos para la decoración de las Pirámides y los Templos, para la elaboración de
murales y en la decoración de cerámica y otros objetos. Lo mismo sucedía en
Grecia.
Sin embargo, no se conoce con presición el lugar, ni la época, ni quién
inventó este sistema de impresión, muy diferente de todos los sistemas convencionales que se han ido desarrollando a partir del descubrimiento de la imprenta.
( http://www.serigrafia4t.com.ar)
Dicen las leyendas que en China se tensaban cabellos de mujer en un
marco, se le pegaban papeles con los motivos a transferir, calados, para impermeabilizar las zonas de no imagen, se laqueaban.
Posteriormente se utilizó la seda y de ahí deriba su nombre sericum
(seda, en latín) graphe (escribir, en griego).
En 1916 aparecen las primeras impresiones serigráficas en papel y la
primer patente es Selectasine en 1918.
Principio de impresión
Es un procedimiento de impresión utilizado para hacer reproducciones,
que consiste en filtrar los colores a través de una trama de seda, nylon, o
metal, mientras se obturan o tapan las partes que no deben filtrar.
La técnica es sencilla y permite reproducir temas decorativos sobre
cualquier material: como papel, metal, madera, porcelana, tela, plásticos,
vidrios, etc. y sobre diversas formas.
Campos de aplicación de la serigrafía
Artística para la producción numerada y firmada en cortos tirajes,
de obras originales en papeles de calidad.
Artesanal en la decoración de cerámicas, o en la impresión y posterior grabado al ácido de metales para objetos decorativos
Educativa; como actividad manual en la cual es posible observar y
modificar directamente los resultados impresos, utilizando un equipamiento simple.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
2
Tecnología III. Producción
Industrial; en la marcación de piezas, envases y placas de metal,
plástico,madera o cerámica. Etiquetas autoadhesivas y telas.
Electrónica en la impresión y posterior grabado de placas para circuitos impresos, y en la impresión de paneles de aparatos electrónicos
Publicitaria; en la personalización con una marca de elementos de
uso común (jarros, ceniceros, llaveros, etc.) en la impresión de soportes de la vía pública (letreros, paneles),de puntos de venta (displays,
autoadhesivos, afiches. etc.).
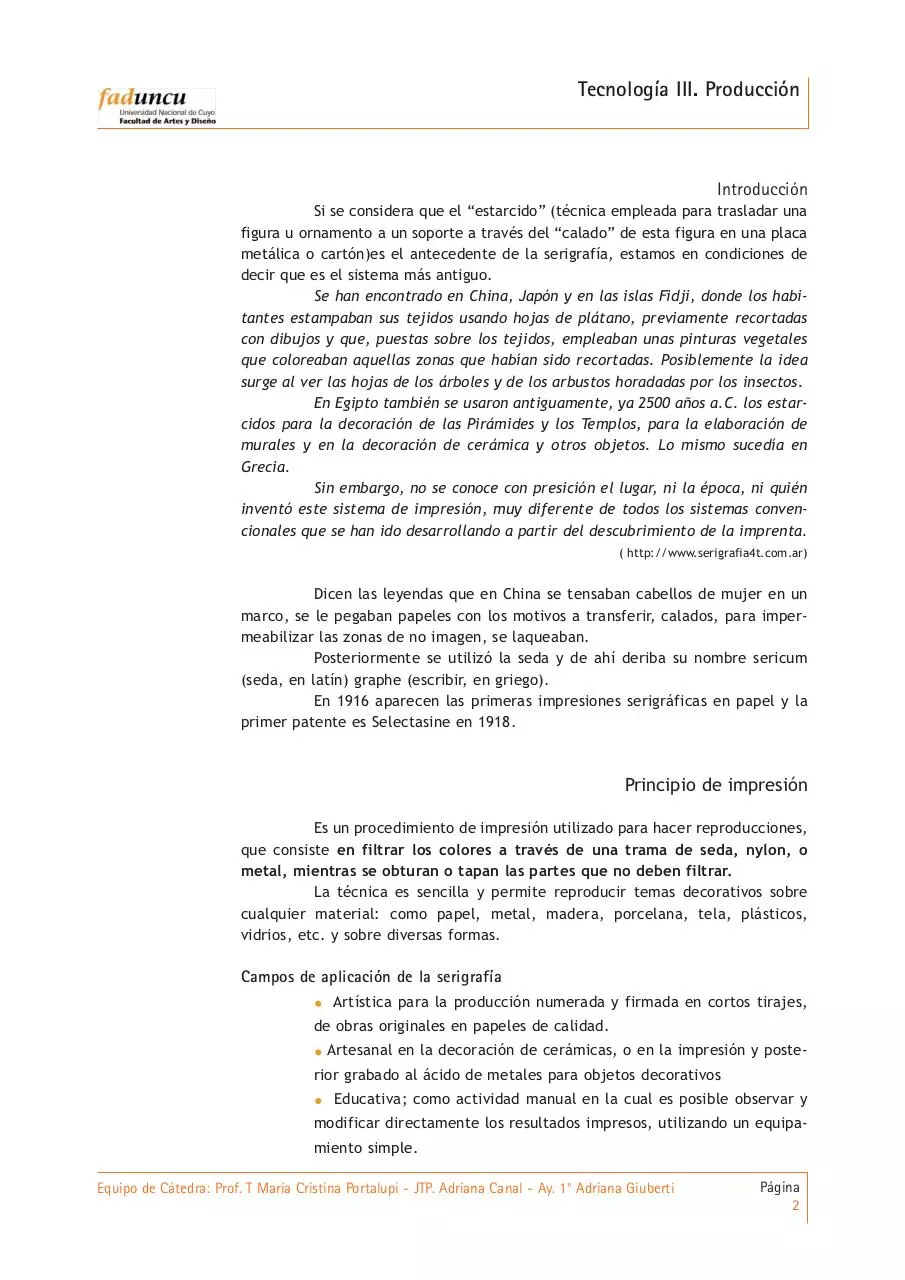
Película
Malla
Marco
Forma impresora: Malla + Marco
Manigueta o rasqueta
Soporte impreso.
Preparación de la forma impresora
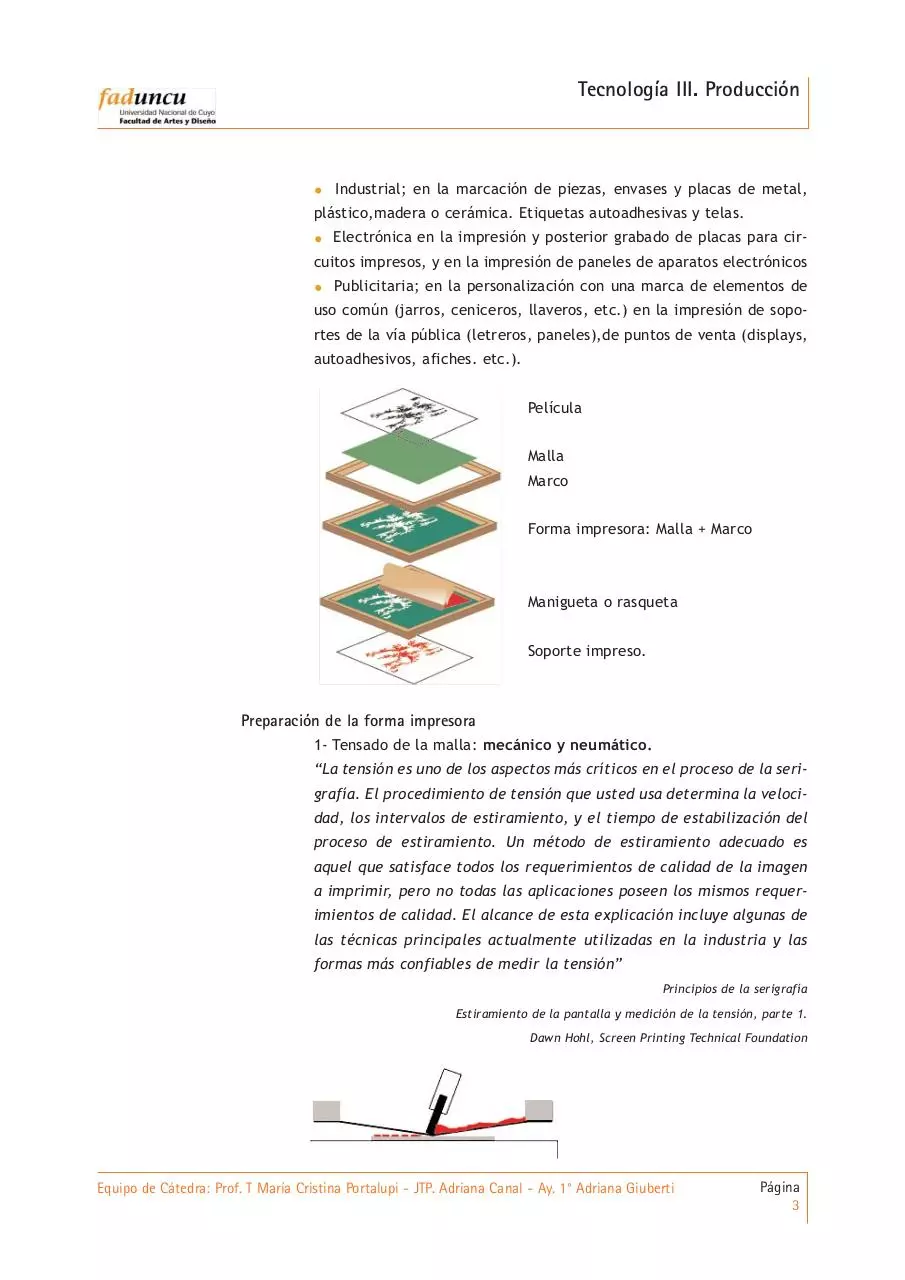
1- Tensado de la malla: mecánico y neumático.
“La tensión es uno de los aspectos más críticos en el proceso de la serigrafía. El procedimiento de tensión que usted usa determina la velocidad, los intervalos de estiramiento, y el tiempo de estabilización del
proceso de estiramiento. Un método de estiramiento adecuado es
aquel que satisface todos los requerimientos de calidad de la imagen
a imprimir, pero no todas las aplicaciones poseen los mismos requerimientos de calidad. El alcance de esta explicación incluye algunas de
las técnicas principales actualmente utilizadas en la industria y las
formas más confiables de medir la tensión”
Principios de la serigrafía
Estiramiento de la pantalla y medición de la tensión, parte 1.
Dawn Hohl, Screen Printing Technical Foundation
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
3
Tecnología III. Producción
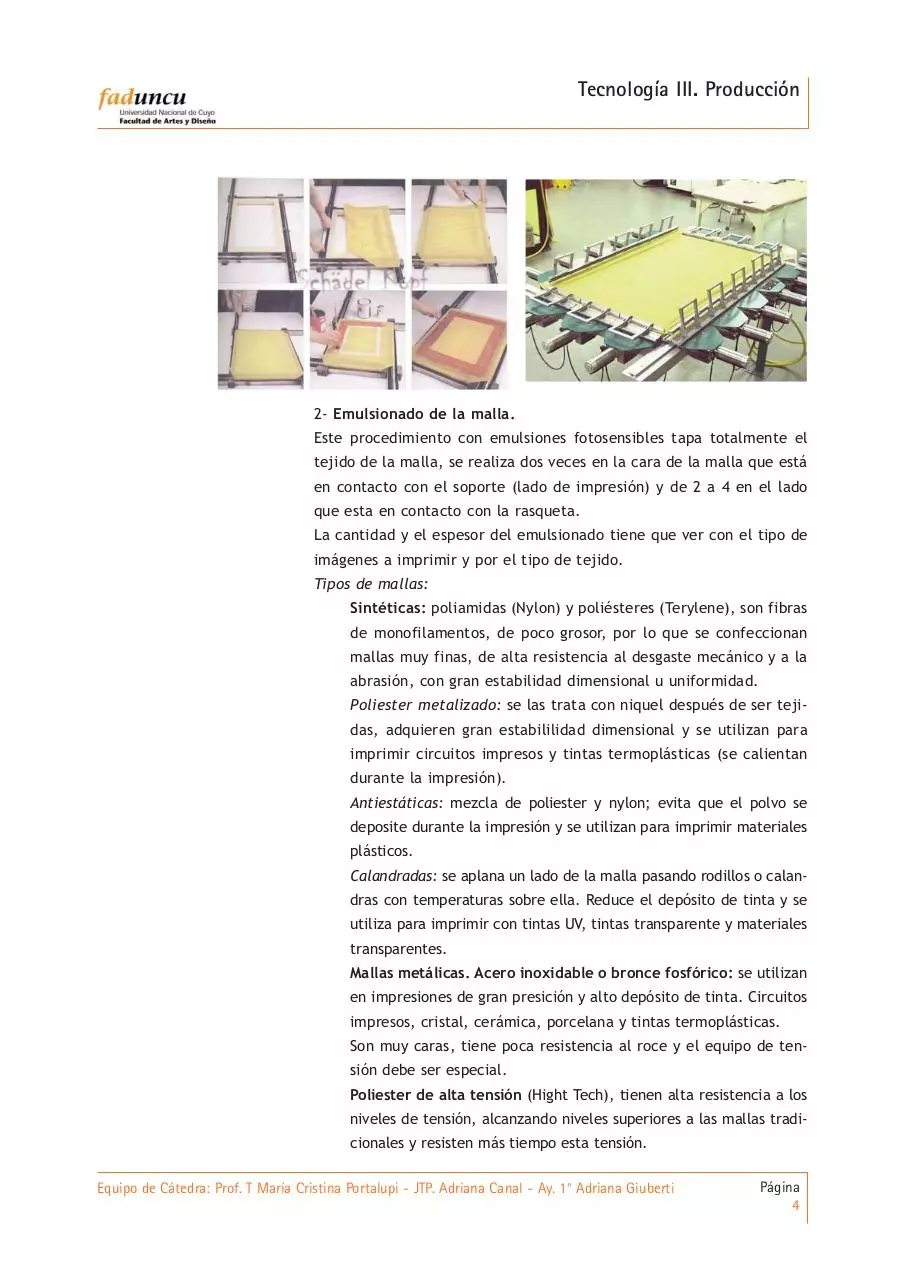
2- Emulsionado de la malla.
Este procedimiento con emulsiones fotosensibles tapa totalmente el
tejido de la malla, se realiza dos veces en la cara de la malla que está
en contacto con el soporte (lado de impresión) y de 2 a 4 en el lado
que esta en contacto con la rasqueta.
La cantidad y el espesor del emulsionado tiene que ver con el tipo de
imágenes a imprimir y por el tipo de tejido.
Tipos de mallas:
Sintéticas: poliamidas (Nylon) y poliésteres (Terylene), son fibras
de monofilamentos, de poco grosor, por lo que se confeccionan
mallas muy finas, de alta resistencia al desgaste mecánico y a la
abrasión, con gran estabilidad dimensional u uniformidad.
Poliester metalizado: se las trata con niquel después de ser tejidas, adquieren gran estabililidad dimensional y se utilizan para
imprimir circuitos impresos y tintas termoplásticas (se calientan
durante la impresión).
Antiestáticas: mezcla de poliester y nylon; evita que el polvo se
deposite durante la impresión y se utilizan para imprimir materiales
plásticos.
Calandradas: se aplana un lado de la malla pasando rodillos o calandras con temperaturas sobre ella. Reduce el depósito de tinta y se
utiliza para imprimir con tintas UV, tintas transparente y materiales
transparentes.
Mallas metálicas. Acero inoxidable o bronce fosfórico: se utilizan
en impresiones de gran presición y alto depósito de tinta. Circuitos
impresos, cristal, cerámica, porcelana y tintas termoplásticas.
Son muy caras, tiene poca resistencia al roce y el equipo de tensión debe ser especial.
Poliester de alta tensión (Hight Tech), tienen alta resistencia a los
niveles de tensión, alcanzando niveles superiores a las mallas tradicionales y resisten más tiempo esta tensión.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
4
Tecnología III. Producción
Tienen menos distancia entre la malla y el soporte a imprimir, lo que
lleva aun mejor registro y calidad de impresión y reduce el nivel de
fricción de la regleta, lo que le aporta mayor durabilidad.
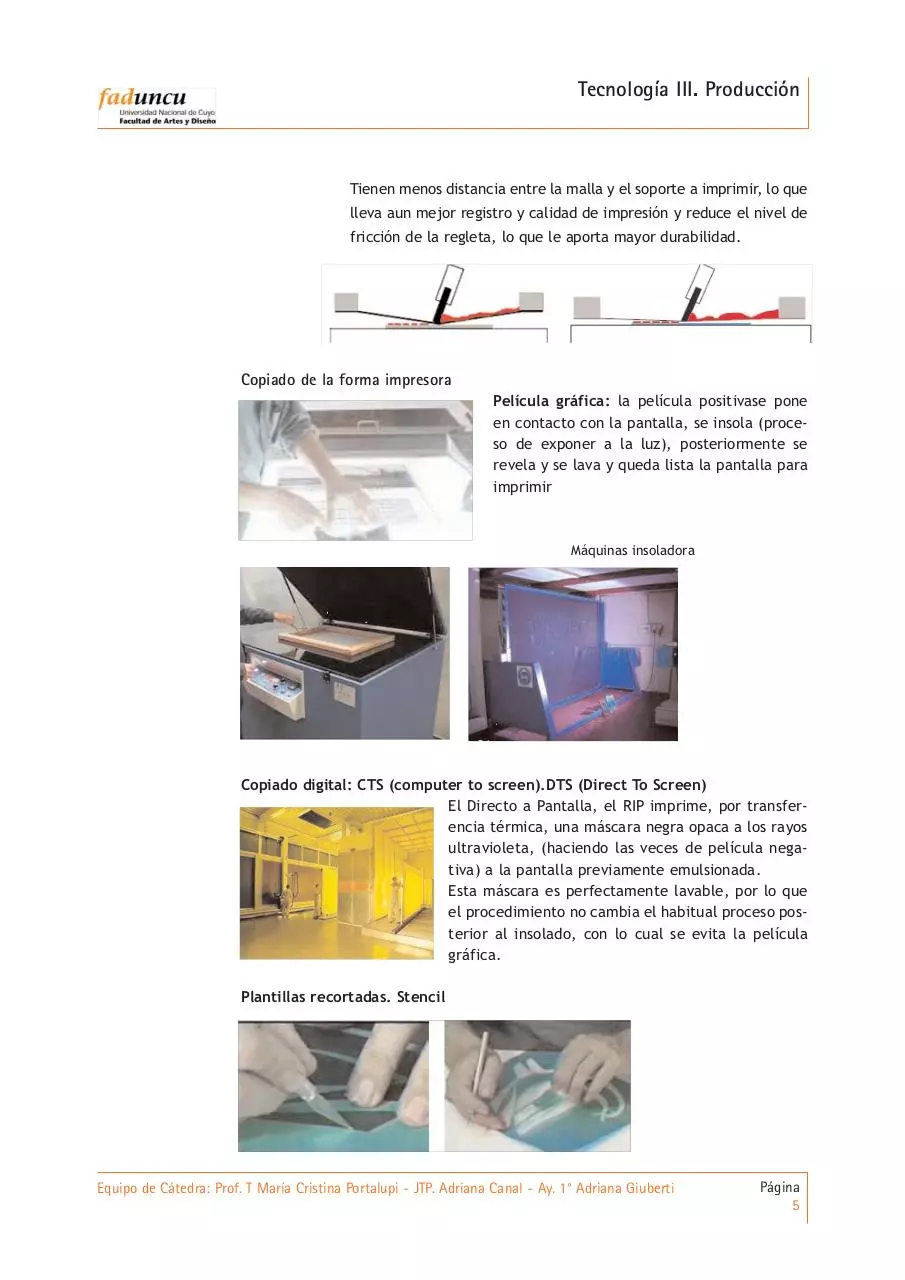
Copiado de la forma impresora
Película gráfica: la película positivase pone
en contacto con la pantalla, se insola (proceso de exponer a la luz), posteriormente se
revela y se lava y queda lista la pantalla para
imprimir
Máquinas insoladora
Copiado digital: CTS (computer to screen).DTS (Direct To Screen)
El Directo a Pantalla, el RIP imprime, por transferencia térmica, una máscara negra opaca a los rayos
ultravioleta, (haciendo las veces de película negativa) a la pantalla previamente emulsionada.
Esta máscara es perfectamente lavable, por lo que
el procedimiento no cambia el habitual proceso posterior al insolado, con lo cual se evita la película
gráfica.
Plantillas recortadas. Stencil
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
5
Tecnología III. Producción
Clase de mallas en serigrafía
El principal problema en serigrafía, es la interferencia de los puntos con
la estructura de la malla de la pantalla.
Las mallas se clasifican en cantidad de hilos por cm de 12 a 200.
S: muy finos para detalles delicados y depósitos muy delgados de tintas,
su inconveniente es la fragilidad.
M: para una reproducción fina.
T: grueso es el más común y utilizado.
HD: extra grueso para tintas abrasivas y en soportes de superficies
ásperas.
Malla y lineatura:
Para evitar el efecto de moiré los ángulos se puede especificar, una
angulación de la trama de la película que no presente conflicto con la angulación
de la trama de la malla, para esto sólo se gira
levemente el conjunto de angulaciones
establecidos para cada color, entre 15 y 35
grados entre la dirección de los hilos de la
malla y la trama de la película de cada color.
Para definir la lineatura se divide el número
de la malla (cantidada de hilos por cm) por un
factor y el resultado es la lineatura a utilizar.
El factor es un número entre 3,5 y 4,75 que
indica la cantidad de hilos a los que un punto,
en la matriz puede quedara adherido.
Manual de Serigrafía electrónico
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
6
Tecnología III. Producción
ISO 12647-5 (2001) Para angulación
Serigrafía:
Lineatura de 50 Lpi a 100 Lpi, para peliculas de lectura directa y emulsión arriba.
Angulatura
Ejemplo para puntos con eje principal (elíptico).
K = 127°
Y = 82.5°
M = 67.5°
C = 7.5°
Ganancia de punto
Porcentaje de película
Ganancia de punto
15%
25%
50%
60%
75%
85%
-5%
-1%
2%
3%
9%
7%
Tintas
Vinílicas, acrílicas, plásticas, sintéticas, epóxicas.
Metalizadas, fluorescentes, termotransferibles, termofusibles, etc.
Máquinas
1- Maquinas planas.
Acción de libro: accionamiento manual.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
7
Tecnología III. Producción
Máquinas de elevación vertical: pueden ser semiaautomática o manuales.
Máquina de impresión cilíndrica
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
8
Tecnología III. Producción
Máquina pulpo.
Impresión plana
Cartelería gráfica, lonas, display, etc.
Cuál es el formato de impresión?
Qué efecto pretendemos obtener?
Desde qué distancia se observará la reproducción.?
Composición del material que se desea imprimir o estampar. ?
Son preguntas que debemos formularnos antes de realizar un trabajo.
Para elegir la finura de la retícula recomendamos 2 ó 3 lineaturas.
12 puntos por cm. para letreros de gran formato
20 puntos por cm. para impresiones publicitarias de tamaño mediano
(50x70 cm. aprox.)
30 puntos por cm. para formatos pequeños (A4 aprox.).
Tipos de Impresión
Estos datos son a nivel de ejemplo, siempre se debe consultar con al
empresa impresora.
Especificaciones del film y las tramas
Tamaño de las letras y ancho de línea:
Impresión positiva
Tamaño de letra > 4 puntos ( 1.50 mm)
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
9
Tecnología III. Producción
Ancho de línea > 0.10 mm
Impresión negativa
Tamaño de letra > 5 puntos ( 1.88 mm)
Ancho de línea > 0.15 mm
Tipo :Film positivo
Lectura al derecho
Lado de la emulsión hacia arriba
Se requiere un film por cada color
Tonos contínuos:
Tama 40 líneas por cm. ( 100 líneas por pulgada).
Forma del punto elíptico o circular
Cuatricomias
Trama 50 líneas por cm. ( 125 líneas por pulgada).
Impresión textil
Impresión por sublimación.
Las tintas sublimables tienen la particularidad de transferirse desde el
papel a los tejidos por medio de temperatura, pasando por estado gaseoso para
poder penetrar en las fibras. De esta forma podemos estampar poliéster, Nylon y
otras fibras sintéticas que por otro método seria extremadamente engorroso y en
algunos casos imposible. La textura final de estampación es excelente y se
obtienen colores vivos con solideces asombrosas.
Estas tintas pueden mezclarse entre si para obtener otras gamas de
color, como así también se presentan en opciones para cuadricomías.
Primero debe imprimirse con Schablones la imagen deseada sobre un
soporte de papel, se la debe dejar secar y luego se transfiere a los tejidos por
medio de calor.
© nexdesign Argentina
Tintas plastisol
La tinta plastisol se usa ampliamente en el estampado o serigrafía de
prendas textiles. El modo de empleo de esta tinta es fácil. No se seca en la pantalla. Para el estampado en fondos oscuros viene una variedad opaca de tinta. La
tinta plastisol se adhiere a la mayoría de los sustratos textiles. Se compone principalmente de resina PVC (en polvo blanco) y un plastizante (un líquido espeso y
transparente). La tinta plastisol se tiene que calentar o curar entre 145º - 166º C.
para garantizar el agarre en la prenda.
La tinta plastisol no tiñe las fibras. Las fibras quedan envueltas por la
tinta. Se forma un enlace mecánico entre la tinta y las fibras. Por esta causa la
tinta plastisol no se adhiere a los sustratos no porosos tales como los plásticos, los
metales y el vidrio.
Tintas acuosas
Fabricadas a base de resinas acrílicas se secan por evaporación del agua
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
10
Tecnología III. Producción
y posteriormente por una reacción química del polímero (reticulación) que le da
rigidez. Se utilizan para fondos claros.
Tintas de siliconas.
Las tintas textiles de silicona para serigrafía son indicada para impresiones con cuerpo en las prendas textiles. Se compone de una pasta de impresión
para serigrafía con base de polímeros siliconados. Sirve para la preparación de
impresiones de alta densidad, antideslizantes y efectos para moda sobre textil.
La transferencia de tintas termoplasticas o pegatinas.
Se adhesivan mediante el calor y la presión. Por ejemplo: El color o las
capas adhesivas son utilizadas con la superficie textil y son transferidas mayormente limpiando rápidamente despues de soltar la transferencia de los papeles.
Con la excepción de los transfers por sublimación, todos los tipos de transfer común
pertenecen a este grupo.
Impresión de objetos tridimensionales
Independientemente del tipo de trabajo, impresión plana o tridimensional, los elementos básicos del proceso son los mismos: una racleta, una pantalla
y un aparato para sujetar la pieza a imprimir. Sin embargo, los tipos de impresión
difieren en el movimiento de los diferentes componentes durante la impresión.
Para mejor comprenderlo, examinemos las técnicas básicas para la impresión tridimensional y comparemos el proceso con el de la impresión plana tradicional.
Cuando se imprimen objetos cilíndricos, sin embargo, el movimiento de
la pantalla es igual a la longitud de la impresión, el sustrato gira sin cambiar de
posición y la racleta permanece inmóvil encima del envase.
En equipos donde el movimiento de la pantalla establece el pase de
impresión, se pueden imprimir muchas piezas cilíndricas y cónicas, como tazas de
cerámica y plástico, vasos, tubos, botellas de todo tipo y tamaño, cubos y tambores, entre otros. Todas estas piezas necesitan diferentes técnicas para fijarlas a
la prensa y rotarlas durante el pase de impresión.
Dado que el rasero o racleta permanece en una posición fija durante la
impresión, se debe controlar la rotación del sustrato. La técnica que se seleccione
dependerá de la forma de la pieza, las capacidades del equipo, el número de colores a imprimir y las tolerancias de registro requeridas. Existen muchas configuraciones de racletas, pantallas y mecanismos de sujeción para permitir la impresión
serigráfica de envases de varias formas y tamaños.
Rodillos de sujeción
El sistema más sencillo empleado en la sujeción
de sustratos cilíndricos es el rodillo de sujeción.
Simplemente consiste en rodillos de cojinete,
sobre los cuales se apoya el sustrato, permitiendo que rote libremente durante el pase de
impresión. Generalmente se emplean cuatro
rodillos de forma cónica para que haya un contacto mínimo con la pieza, los cuales se asemejan a ruedecillas invertidas, como se muestra.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
11
Tecnología III. Producción
Sistema de Mandril
Los rodillos son buenos para la impresión de
objetos cilíndricos, pero cuando se debe
imprimir una pieza cónica, necesita colocarla en un mandril y fijarla para la impresión.
Un mandril simplemente es un "enchufe" para
colocar el envase. La única restricción en el
uso del mandril es que el envase debe tener
una abertura lo suficientemente grande para poder insertar el mandril. Muchas
piezas moldeadas, como tazas y cubos plásticos se imprimen con la ayuda de mandriles.
Impresión de accionamiento mecánico
La impresión multicolor de objetos tridimensionales se hace posible con la ayuda de un indicador o
sensor, pero para obtener un registro consistente
del color, es mejor un aparato mecanizado. Una
conexión mecánica entre la pantalla en movimiento y el sustrato en rotación asegura el tipo de control necesario para una impresión multicolor rápida y precisa. Una vez más, hay varias configuraciones mecánicas, como el sistema de riel y engranaje, y el método de cable y
disco.
El engranaje se iguala a un riel ubicado debajo del portador de la pantalla. Cuando la pantalla se mueve, el riel también se mueve y el sustrato gira.
Acerca del diseño
Cuando se prepara un diseño para impresión sobre objetos cilíndricos, no
hay mayor cosa que considerar. El diseño será igual que aquel que será impreso
sobre un sustrato plano.
Para objetos cónicos, tal vez tenga que alterar un poco el original para
que encaje en la forma del sustrato. Todo depende del grado de conicidad. En objetos ligeramente cónicos, no necesitará alterar el diseño debido a que algo interesante ocurre durante la pasada de impresión. Al final del área de la imagen donde
el diámetro se ensancha, la imagen se alarga un poco durante la pasada. En el
extremo más estrecho de la imagen, la imagen se encoge un poco. En el centro,
por supuesto, la imagen imprimirá 1:1. Por eso, cuando imprime un diseño rectangular, este tomará la forma del recipiente durante la pasada de impresión. Este es
uno de los pocos casos en que la distorsión es buena en la serigrafía.
Para objetos mucho más cónicos, el diseño necesitará ser distorsionado
en un radio y diseñado sobre un punto de desvanecimiento. La pantalla también
deberá pasar oscilando, como el limpiabrisas de un automóvil. Este es un proceso
elaborado que no se puede explicar en esta ocasión, pero que debe saberlo si
decide imprimir objetos complejos o cónicos con dos o más colores.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
12
Tecnología III. Producción
Serigrafía rotativa y la impresión de etiquetas para vinos
La serigrafía rotativa permite imprimir tintas y barnices en una sola
pasada, y obtener unos depósitos de tinta o barniz de hasta 300 micras. Pero los
impresores desean a la vez un sistema de serigrafía rotativa que ofrezca gastos
bajos en consumibles.
Dentro de la elección de los vinos, la etiqueta se ha convertido en un
elemento con influencia decisiva en el éxito de una marca de vinos. El consumo de
los particulares es mucho mayor que antaño y una gran proporción de las ventas se
realizan en los supermercados, lugar donde la etiqueta pasa a constituir un elemento diferenciador respecto a la gran competencia en preciosy marcas.
La serigrafía rotativa permite conseguir multitud de efectos decorativos
que dan a las marcas de vinos una ventaja competitiva importante. Los efectos más
populares entre los impresores son los barnices "spot", las aplicaciones metálicas y
las imágenes en relieve conefecto 3D.
Barnices especiales
El uso de barnices especiales constituye una solución muy eficaz para
lograr atraer la atención del consumidor sobre la etiqueta de un vino determinado.
Un barniz "spot" con acabado brillante atrae la atención del observador si se aplica de forma adecuada sobre un punto destacado de la etiqueta del vino.
En algunos sustratos se practica un grabado en relieve para otorgarles
una textura que consiga el efecto del aspecto añejo que se pretende evocar con las
marcas de vinos que tienen como atributos fundamentales la tradición y el prestigio. En serigrafía rotativa pueden conseguirse también texturas que recuerdan la
ropa arrugada utilizando barnices UV.
Otro efecto especialmente atractivo es el efecto "arrugas", que puede
obtenerse con el barniz con textura. El impacto visual de este efecto se consigue
imprimiendo un dibujo rugoso que contrasta con el fondo liso de la etiqueta. Para
crear el tacto rugoso se utilizan partículas de tinta de mayor grosor. La tinta se
imprime como un sólido y adquiere aspecto rugoso al curarse con una radiación de
alta frecuencia, UV-A. Si se comprueba con un microscopio, la impresión recuerda
a la de una huella dactilar.
Rentabilidad con tintas metálicas
Las tintas son la mejor forma de conseguir efectos metálicos y su costo
es menor que el de láminas y papeles metalizados. Serigrafiados con tinta dorada,
el texto fino y las imágenes táctiles de pequeño tamaño comunican de forma muy
eficaz la calidad de un vino.
El método de aplicación de láminas doradas y plateadas que se ha venido
utilizando hasta la fecha resultaba problemático para los impresores, ya que con la
estampación por el calor se perdía hasta el 95 por 100 de lámina durante la aplicación. Sin embargo, con la serigrafía rotativa sólo se imprime lo necesario, y esto
resulta especialmente importante cuando los efectos metálicos cubren solo una
pequeña porción de la superficie total de la etiqueta.
Para obtener los efectos descritos suele colocarse la unidad en posiciones secundarias de la máquina de impresión. En la primera posición de impresión se utilizar serigrafía rotativa para imprimir el blanco opaco, necesario para
obtener la etiqueta transparente.
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
13
Tecnología III. Producción
Bibliografía
Portal de Artes Gráficas Alabranet. () ES+D enSerigrafía + Digital. Revista. España
Max Weber Peter. (2003). Automatización inteligente en la serigrafía, parte 1.
graficosdehoy.com
Serigrafía 4t (). Mallas o sedas para serigrafía. http://www.serigrafia4t.com.ar.
Serigrafía 4t (). Clases de retículas. http://www.serigrafia4t.com.ar.
Serigrafía 4t (). preparación de marcoas para serigrafía. Confección de la
matriz serigráfica. http://www.serigrafia4t.com.ar
Sitios
www.serinet.net/
www.serigrafia4t.com.ar
Equipo de Cátedra: Prof. T María Cristina Portalupi - JTP. Adriana Canal - Ay. 1° Adriana Giuberti
Página
14
Download serigrafi 769 a 2012-11-13-793
serigrafi__769_a_2012-11-13-793.pdf (PDF, 363.09 KB)
Download PDF
Share this file on social networks
Link to this page
Permanent link
Use the permanent link to the download page to share your document on Facebook, Twitter, LinkedIn, or directly with a contact by e-Mail, Messenger, Whatsapp, Line..
Short link
Use the short link to share your document on Twitter or by text message (SMS)
HTML Code
Copy the following HTML code to share your document on a Website or Blog
QR Code to this page

This file has been shared publicly by a user of PDF Archive.
Document ID: 0000130085.