2015 Mitsubishi Hitachi US (PDF)
File information
This PDF 1.6 document has been generated by Adobe InDesign CS5 (7.0.4) / Adobe PDF Library 9.9, and has been sent on pdf-archive.com on 23/10/2015 at 15:15, from IP address 24.106.x.x.
The current document download page has been viewed 690 times.
File size: 80.76 MB (355 pages).
Privacy: public file


File preview
SOLID CARBIDE &
INDEXABLE TOOLS
ENHANCED PRODUCTIVITY THROUGH ADVANCED ENGINEERING
Hitachi Tool
The steady rise in competitiveness in the manufacturing sector has accelerated in the past decade. In
this environment, manufacturers that fail to increase productivity will cease to be in business. Through
advanced engineering, Mitsubishi Hitachi Tool’s Indexable and Solid Carbide Cutting Tools have helped
our customers to increase efficiency, move to the forefront of their industries and, most importantly,
remain profitable.
The steady rise in competitiveness in the manufacturing sector has accelerated in the past
decade. In this environment, manufacturers that fail to increase productivity will cease to be in
Innovations
in substrates,
cutting
geometries Hitachi
and coatings
our products
to expand
the
limits
business. Through
advanced
engineering,
Tool’sallow
Indexable
and Solid
Carbide
Cutting
of your machine’s potential. Our indexable tools have raised metal removal rates to previously
unattainable levels. Our sub-micrograin carbide tools effortlessly perform operations in hardened steels
that could in the past only be achieved by costly EDM (Electrical Discharge Machining). Our cutting
Innovations in substrates, cutting geometries and coatings allow our products to expand the
tools feature the highest precision of any cutting tool manufacturer.
limits of your machine’s potential. Our indexable tools have raised metal removal rates to
previously unattainable levels. Our sub-micrograin carbide tools effortlessly perform operations
Our
dedication
to Advanced
Engineering
willonly
keep
on the cutting
edge
of manufacturing.
in hardened
steels
that could
in the past
beyou
achieved
by costly
EDM
(Electrical Discharge
Machining). Our cutting tools feature the highest precision of any cutting tool manufacturer.
ENHANCED PRODUCTIVITY THROUGH ADVANCED ENGINEERING.
Our dedication to Advanced Engineering will keep you on the cutting edge of manufacturing.
ENHANCED PRODUCTIVITY THROUGH ADVANCED ENGINEERING.
INDEXABLE TOOLS
PAGES 3-109
3-165
SOLID CARBIDE TOOLS
PAGES 110-288
166-344
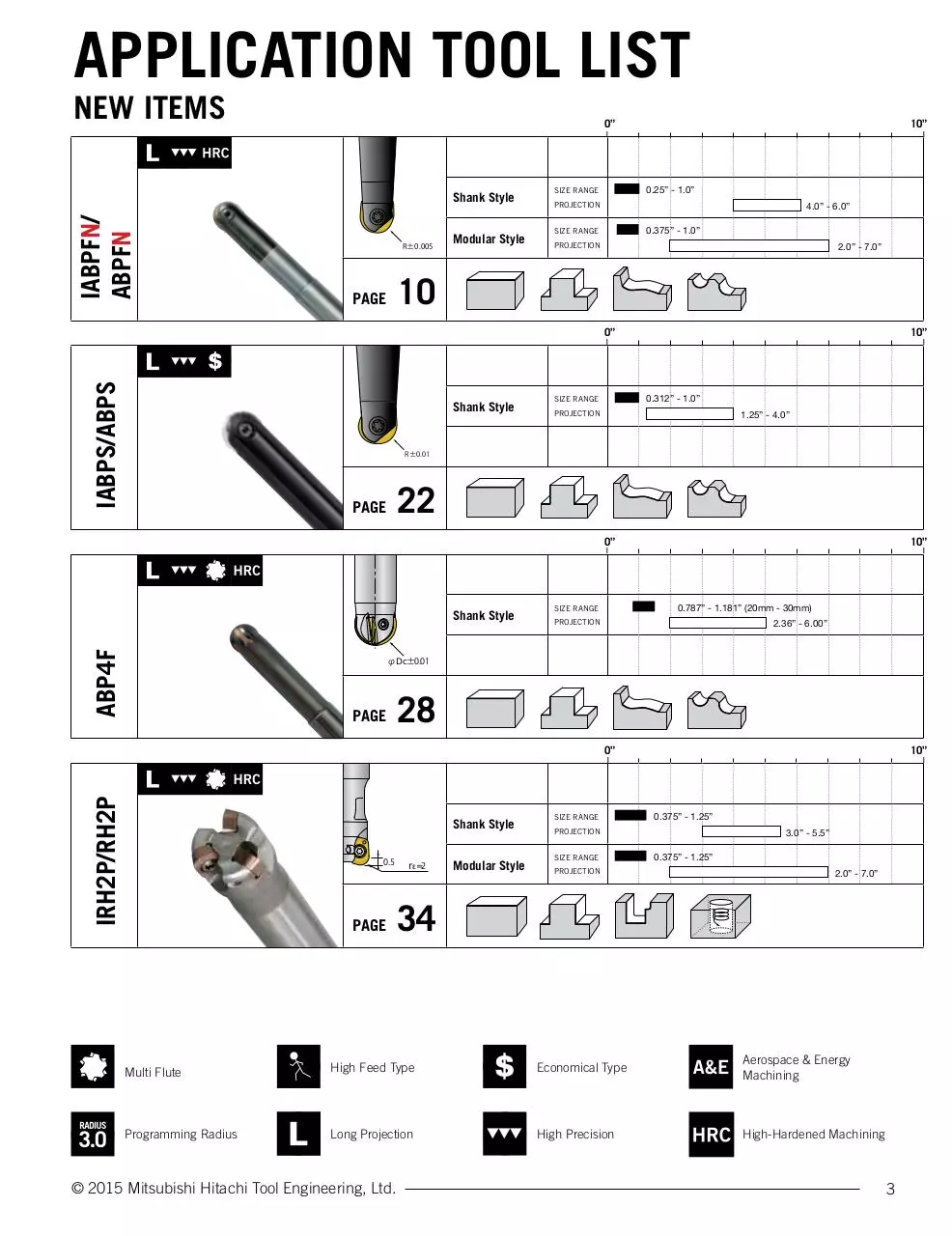
APPLICATION TOOL LIST
NEW ITEMS
0”
10”
|
IABPFN/
ABPFN
Shank Style
R±0.005
Modular Style
|
0.25” - 1.0”
SIZE RANGE
4.0” - 6.0”
PROJECTION
0.375” - 1.0”
SIZE RANGE
2.0” - 7.0”
PROJECTION
10
PAGE
0”
10”
IABPS/ABPS
|
Shank Style
|
0.312” - 1.0”
SIZE RANGE
1.25” - 4.0”
PROJECTION
R±0.01
22
PAGE
0”
10”
|
ABP4F
Shank Style
|
0.787” - 1.181” (20mm - 30mm)
SIZE RANGE
2.36” - 6.00”
PROJECTION
φDc±0.01
PAGE
28
0”
10”
IRH2P/RH2P
|
Shank Style
0.5
PAGE
rε=2
Modular Style
SIZE RANGE
|
0.375” - 1.25”
3.0” - 5.5”
PROJECTION
SIZE RANGE
PROJECTION
0.375” - 1.25”
2.0” - 7.0”
34
Multi Flute
High Feed Type
Economical Type
Aerospace & Energy
Machining
Programming Radius
Long Projection
High Precision
High-Hardened Machining
© 2015 Mitsubishi Hitachi Tool Engineering, Ltd.
3
NEW ITEMS
0”
10”
|
IASPV/ASPV
Face Mill Style
Shank Style
3.0
PAGE
Modular Style
|
2.0” - 2.5”
SIZE RANGE
2.0” - 6.0”
PROJECTION
0.625” - 1.5”
SIZE RANGE
1.25” - 2.0”
PROJECTION
0.625” - 1.5”
SIZE RANGE
2.0” - 7.0”
PROJECTION
39
0”
10”
|
6.0
Face Mill Style
|
SIZE RANGE
2.5” - 6.0”
PROJECTION
2.0” - 6.0”
10°
∼
30°
IASDF
3.0
IASM/ASM
IRV/RV
IASM/ASM
POCKET MILLING APPLICATION
POCKET MILLING APPLICATION
PAGE
49
metric only
Shank Style
PAGE
PAGE
PAGE
59
59
r5
r6
PAGE
PAGE
PAGE
SIZE RANGE
RANGE
SIZE
|
MODULAR
IARPF/ARPF
IARPF/ARPF
SHANK
||
||
0.375” -|- 0.75”
0.75” |
|0.375”
||
|
PROJECTION
PROJECTION
SIZE RANGE
||
||
||
||
|
|
|
|
|
0.394” - 0.787”
SIZE RANGE
PROJECTION
|
1.5” - 3.0”
1.75” -- 7.0”
7.0”
1.75”
1.0” - 1.5”
5.5” - 6.0”
PROJECTION
metric only
|
2.0” - 6.0”
1.75” - 7.0”
SIZE RANGE
Modular Style
10”|
|
10”
10”
0.75” - 4.0”
0.394” -- 0.787”
0.787”
0.394”
PROJECTION
SIZE RANGE
RANGE
PROJECTION
SIZE
PROJECTION
PROJECTION
||
0.75” -- 4.0”
4.0”
0.75”
0.375” - 0.75”
PROJECTION 0”
SIZE RANGE
RANGE |
SIZE
1.0” - 1.5”
2.0” - 7.0”
76
62
76
0”
0”
|||
0”
Face Mill Style
Face
Mill
Style
metric
only Style
Face Mill
SIZE RANGE
RANGE
SIZE
SIZE RANGE |
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
Shank
Shank Style
Style
metric
Shank
Style
metric only
only
metric only
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
metric only
Modular
Modular Style
Style
metric
Modular
metric only
onlyStyle
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGEN
PROJECTIO
metric only
||
||
||
||
|
|
|
|
||
||
1.969”
| - 3.937”
|
1.969” - 3.937”
2.0”
- 4.0”
||
||
||
|
|
|
Shank Style
Shank Style
Modular Style
metric
onlyStyle
Modular
Modular
Style
metric only
|
2.0” - 6.0”
2.0” - 6.0”
0.984” - 1.575”
0.984” --1.575”
0.984”
1.575”
1.0” -- 4.0”
4.0”
1.0”
0.984” - 1.575”
1.0” - 4.0”
1.0” - 4.0”
0.984” -- 1.260”
1.260”
0.984”
0.984” - 1.260”
5.5” -- 7.0”
7.0”
5.5”
0.984” - 1.260”
5.5” - 7.0”
5.5” - 7.0”
0”
10”
0”
||
0”
10”
||
10”
|
SIZE RANGE
RANGE
SIZE
10”
10”
||
10”|
2.0” -- 6.0”
6.0”
1.969” - 3.937” 2.0”
PROJECTION
FINISHING
FINISHING APPLICATION
APPLICATION
4
||
53
SIDE
SIDE MILLING
MILLING APPLICATION
APPLICATION
AHU
IAHU/AHU
AHU
Shank Style
Shank Style
Modular Style
metric
only
Modular
Face
MillStyle
Style
0”
||
0”
|
|
||
||
||
||
||
||
||
||
0.375”| -- 1.0”
1.0” |
| 0.375”
||
|
|
|
|
|
|
PROJECTION
PROJECTION
SIZE RANGE
0.375” - 1.0”
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
RANGE
PROJECTION
PROJECTION
SIZE
0.787” -- 0.984”
0.984”
0.787”
|
2.0” -- 5.0”
5.0”
2.0”
2.0” - 5.0”
0.25”
- 1.5”
0.787”
- 0.984”
2.0” -- 7.0”
7.0”
2.0”
3.0”
2.0” - 7.0”
PROJECTION
PROJECTION
- 8.0”
163
PAGE
PAGE
PAGE
86
86
Shank Style
Shank Style
Modular Style
SIZE RANGE
RANGE
SIZE
0”
||
0”
||
||
||
||
||
||
||
||
||
10”
||
10”
0.313”
1.0” |
| 0.313”
| -- 1.0”
|
|
|
|
|
| Ltd.|
©| 2015
Mitsubishi
Hitachi
Tool
Engineering,
PROJECTION
SIZE RANGE
PROJECTION
PROJECTION
SIZE RANGE
RANGE
SIZE
0.313” - 1.0”
0.787”- 0.984”
0.984”
0.787”-
2.0” -- 7.0”
7.0”
2.0”
2.0” - 7.0”
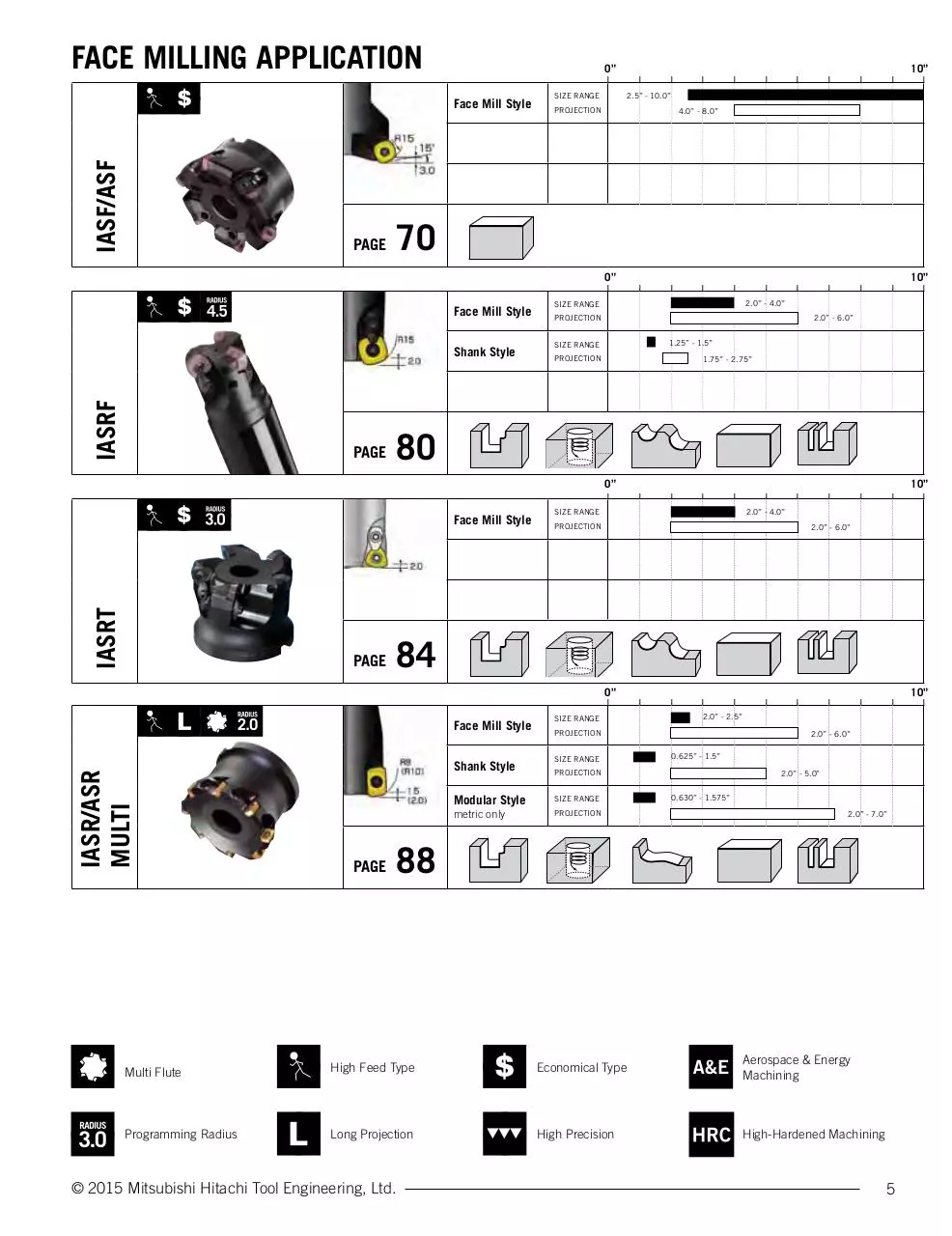
APPLICATION TOOL LIST
FACE MILLING APPLICATION
0”
IASF/ASF
Face Mill Style
PAGE
10”
|
|
PROJECTION
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
70
07
Face Mill Style
Shank Style
|
|
|
1.25” - 1.5”
SIZE RANGE
PROJECTION
1.75” - 2.75”
17
80
IASRT
Face Mill Style
|
|
|
|
|
|
|
2.0” - 4.0”
PROJECTION
2.0” - 6.0”
21
84
|
Face Mill Style
Shank Style
IASR/ASR
MULTI
10”
|
SIZE RANGE
0”
Modular Style
metric only
SIZE RANGE
|
|
|
|
|
|
PROJECTION
SIZE RANGE
2.0” - 6.0”
0.625” - 1.5”
PROJECTION
SIZE RANGE
|
2.0” - 2.5”
2.0” - 5.0”
0.630” - 1.575”
PROJECTION
2.0” - 7.0”
25
88
Multi Flute
High Feed Type
Economical Type
Programming Radius
Long Projection
High Precision
Multi Flute
|
2.0” - 6.0”
PROJECTION
|
PAGE
10”
2.0” - 4.0”
SIZE RANGE
0”
PAGE
|
4.0” - 8.0”
|
IASRF
|
2.5” - 10.0”
SIZE RANGE
0”
PAGE
|
High Feed Type
Economical Type
Projection
High Precision
2013 Programming
© 2009
Hitachi ToolRadius
Engineering, Ltd. |Long
ph 800
333 1514 | www.hitachitoolusa.com
© 2015 Mitsubishi Hitachi Tool Engineering, Ltd.
Aerospace & Energy
Machining
High-Hardened Machining33
5
10”
|
POCKET MILLING APPLICATION
0”
|
Face Mill Style
IASRF
Shank Style
PAGE
|
|
|
|
|
|
|
|
|
|
|
10”
|
2.0” - 4.0”
SIZE RANGE
2.0” - 6.0”
PROJECTION
1.25” - 1.5”
SIZE RANGE
PROJECTION
1.75” - 2.75”
80
17
0”
|
IASRT
Face Mill Style
PAGE
10”
|
|
|
|
|
|
|
|
2.0” - 4.0”
SIZE RANGE
PROJECTION
2.0” - 6.0”
21
84
0”
10”
|
IASR/ASR
MULTI
Face Mill Style
Shank Style
Modular Style
metric only
PAGE
|
|
|
|
|
|
|
PROJECTION
2.0” - 6.0”
0.625” - 1.5”
SIZE RANGE
PROJECTION
2.0” - 5.0”
0.630” - 1.575”
SIZE RANGE
PROJECTION
2.0” - 7.0”
25
88
Face Mill Style
IASR/ASR
|
SIZE RANGE
|
Shank Style
Modular Style
metric only
|
|
|
|
SIZE RANGE
|
|
|
|
|
10”
|
2.0”- 4.0”
PROJECTION
2.0” - 6.0”
0.75”-1.5”
SIZE RANGE
PROJECTION
2.0” - 7.0”
0.787”-1.575”
SIZE RANGE
2.0” - 7.0”
PROJECTION
41
104
PAGE
0”
|
Face Mill Style
Shank Style
IAR/AR
|
2.0” - 2.5”
0”
64
4
|
Modular Style
metric only
SIZE RANGE
|
|
|
|
PROJECTION
SIZE RANGE
PROJECTION
|
|
|
|
10”
|
2”
PROJECTION
SIZE RANGE
|
2.0” - 6.0”
1.25” - 1.5”
1.75” - 2.75”
0.787”-1.575”
2.0” - 7.0”
66
129
PAGE
© 2015
Mitsubishi
Hitachi
Tool Engineering, Ltd.
©©2013
| ph
| www.hitachitoolusa.com
2009Hitachi
HitachiTool
ToolEngineering,
Engineering,Ltd.
Ltd.
| ph800
800333
3331514
1514
| www.hitachitoolusa.com
POCKET MILLING APPLICATION
POCKET MILLING APPLICATION
IASM/ASM
IASM/ASM
IASM/ASM
Shank
Shank Style
Style
Shank Style
Modular
Modular Style
Style
metric
onlyStyle
Modular
metric only
metric only
0”
||0”
|
0”
SIZE RANGE
RANGE |
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
|||
|||
|||
0.375” -|- 0.75”
0.75”
|0.375”
0.375” - 0.75” |
|||
|
|||
|||
|||
|||
|||
|
|
|
|
|
10”
10”
||
10”|
|
0.75” -- 4.0”
4.0”
0.75”
0.75” - 4.0”
0.375” - 0.75”
0.75” - 4.0”
0.394” -- 0.787”
0.787”
0.394”
0.394” - 0.787”
1.75” -- 7.0”
7.0”
1.75”
1.75” - 7.0”
1.75” - 7.0”
0.394” - 0.787”
PROJECTION
59
122
59
PAGE
PAGE
PAGE
AHU
AHU
IAHU/AHU
AHU
SIDE
SIDE MILLING
MILLING APPLICATION
APPLICATION
76
62
76
|||
|
|||
|
SIZE RANGE
RANGE
SIZE
SIZE RANGE |
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
Shank
Shank Style
Style
Shank
Style
metric
Shank
Style
metric only
only
metric only
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
0.984”
0.984”---1.575”
1.575”
0.984”
1.575”
metric only
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
0.984” -- 1.260”
1.260”
0.984”
0.984” --1.260”
0.984”
1.260”
0.984” - 1.260”
metric only
PROJECTION
FINISHING
FINISHING APPLICATION
APPLICATION
0.984” - 1.575”
metric only
|||
|||
|||
|||
|||
1.969”
3.937”
| 1.969”
| -- 3.937”
|
|
|
1.969”--3.937”
3.937”
1.969”
2.0” -- 6.0”
6.0”
1.969” - 3.937” 2.0”
2.0”
- 6.0”
2.0”
- 6.0”
2.0” - 6.0”
||0”
|
0”
SIZE
RANGE
|
SIZE
SIZERANGE
RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
PROJECTION
SIZE
RANGE
PROJECTION
|||
|||
|||
0.375”| -- 1.0”
1.0”
| 0.375”
0.375” - 1.0” |
0.375” - 1.0”
|||
|
10”
10”
||
10”|
|
1.0” -- 4.0”
4.0”
1.0”
1.0” -- 4.0”
1.0”
4.0”
1.0” - 4.0”
0.984” - 1.575”
0”
Shank
Shank Style
Style
Shank Style
Modular
Modular Style
Style
metric
Modular
Style
metric only
only
IARPF/ARPF
IARPF/ARPF
IARPF/ARPF
|||
|
Face
Face Mill
Mill Style
Style
Face
Mill
Style
metric
only Style
Face
metricMill
only
Modular
Modular Style
Style
Modular
Style
metric
onlyStyle
Modular
metric only
PAGE
PAGE
PAGE
0”
0”
|||
0”
5.5” -- 7.0”
7.0”
5.5”
5.5”
- 7.0”
5.5”
- 7.0”
5.5” - 7.0”
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
10”
10”
||
10”|
|
2.0” -- 5.0”
5.0”
2.0”
2.0” - 5.0”
2.0” - 5.0”
0.787” -- 0.984”
0.984”
0.787”
0.787” - 0.984”
0.787” - 0.984”
2.0” -- 7.0”
7.0”
2.0”
2.0” - 7.0”
2.0” - 7.0”
PROJECTION
86
139
86
PAGE
PAGE
PAGE
0”
IABPF/ABPF
IABPF/ABPF
IABPF/ABPF
Shank
Shank Style
Style
Shank Style
Modular
Modular Style
Style
metric
onlyStyle
Modular
metric only
metric only
||0”
|
0”
|
SIZE
RANGE
SIZE
SIZERANGE
RANGE
PROJECTION
SIZE RANGE
PROJECTION
PROJECTION
PROJECTION
SIZE RANGE
RANGE
SIZE
SIZE RANGE
PROJECTION
SIZE RANGE
PROJECTION
PROJECTION
PROJECTION
|||
|||
|||
0.313”| -- 1.0”
1.0”
| 0.313”
0.313” - 1.0” |
0.313” - 1.0”
0.787”- 0.984”
0.984”
0.787”0.787”- 0.984”
0.787”- 0.984”
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
2.0” -- 7.0”
7.0”
2.0”
2.0” - 7.0”
2.0” - 7.0”
2.0” -- 7.0”
7.0”
2.0”
2.0” - 7.0”
2.0” - 7.0”
98
151
98
PAGE
PAGE
PAGE
Multi
Multi Flute
Flute
Multi Flute
Multi Flute
High Feed Type
Programming
Programming Radius
Radius
Programming Radius
Programming Radius
High
High Feed
Feed Type
Type
High Feed Type
Economical Type
Long
Long Projection
Projection
Long Projection
Long Projection
High Precision
©
Tool
Engineering,
Ltd.
ph
800
333
©2013
2015Hitachi
Mitsubishi
Tool Engineering,
Ltd.
©
2013
Hitachi
ToolHitachi
Engineering,
Ltd. |||| ph
ph 800
800
333 1514
1514 || www.hitachitoolusa.com
www.hitachitoolusa.com
©
©
2009
Hitachi
Tool
Engineering,
Ltd.
333
1514
www.hitachitoolusa.com
© 2009
2013 Hitachi
Hitachi Tool
Tool Engineering,
Engineering, Ltd.
Ltd. || ph
ph 800
800 333
333 1514
1514 |||| www.hitachitoolusa.com
www.hitachitoolusa.com
©
2009
Hitachi
Tool
Engineering,
Ltd.
ph
800
333
1514
www.hitachitoolusa.com
Economical
Economical Type
Type
Economical
Type & Energy
Aerospace
Machining
High
Precision
High Precision
High Precision
High-Hardened Machining
55557
55
10”
10”
||
10”|
|
INSERT GRADE SELECTIONS
Main
MainGrades
Grades
JIS
JISUse
Use
Clasification
Classification
(ISO)
(ISO)
Thickness: 4
8
6
GENERAL
GENERAL
ATH
Thickness: 3
TiSiN
MZ1000
MZ1000
GX2140
JM4060
PTH30E
JM4060
JM4060
GX2160
JX1045
CY250
GX2140
CY250
JS4060
JS4060
JP4020
JP4020
JX1020
JP4120
MZ1000
JM4160
JS4045
PTH30E
CY250
CY250
JX1045
JS4045
JP4020
ATH08M
JP4020
ACS05E
JX1020
ACS05E
JP4005
PTH30E
JM4060
CY250
PTH30E
JS4045
CY250
JS4060
JS4060
JX1045
JP4020
JP4120
JP4015
PCA12M
JP4020
JX1020
PN15M
JP4005
ATH08M
PCA12M
ACS05E
ACS05E
FINISHING
Roughing
Finishing
FINISHING
Super Alloy Titanium
TiAlNbN
FINISHING
FINISHING
Non
NonFerrous
FerrousMetals
Metals
Aluminum
Aluminum
Copper
Copper
Roughing
30
ROUGHING
20
Ductile Cast Iron
(FCD450)
ACS
Thickness: 3
Finishing
CrSiN
PCA
Thickness: 3
TiAIN
CY
JS1025
20
General
GENERAL
1010
Ductile Cast Iron
(FCD450)
JP4120
Cast Iron
Cast Iron
(FC250...)
(FC250...)
ACS05E
0101
ACS05E
40
ATH80D
40
ATH80D
ATH10E
3030
Coated (Cermet)
SD5010
SD5010
Mn Steels,
Cast Iron,
Mn Steels,
Alloyed
Cast Iron
Cast Iron,
Alloyed Cast Iron
GENERAL
2020
General
Stainless Steels
Stainless Steels
(SUS304)
(SUS304)
ROUGHING
1010
Roughing
Steels,
Steels,
CastSteels
Steels
Cast
FINISHING
0101
FINISHING
4040
ROUGHING
3030
Tool Steels, HSS
Cast Steels
Tool Steels, HSS
Stainless Steels
Cast Steels
Stainless Steels
JX
General
2020
GENERAL
1010
Finishing
0101
Carbon Steels
CarbonSteels
Steels
Alloyed
Alloyed
(SS,
SCM,Steels
SCr,
(SS,
SCr, SC,
SC,SCM,
SNCM...)
SNCM...)
ATH80D
ATH80D
Coated
Coated
(Carbide)(Carbide)
Thickness: 3
JP
Thickness: 3
JS
Thickness: 6
SD
Thickness: 1
or less
AlCr
TiAIN
TiAl
TiAl
DLC
© 2015
Mitsubishi
Hitachi
Tool Engineering, Ltd.
© 2013 Hitachi Tool Engineering, Ltd.
| ph 800
333 1514
| www.hitachitoolusa.com
COATING MATERIALS FOR INSERTS
Material name
ISO Classification
Coating Name
Coating Type
JP4005
P01-M01
Application
Features
JP Coating
PVD
For hardened steel 50HRC or more
JP coating is optimized for cutting high-hardness materials. Uses
substrate of ultrafine-particle cemented carbide.
JP4015
P10
JP Coating
PVD
General purpose for steel and prehardened steel
Uses micro grain substrate and JP coating. Suitable for cutting of
common steels through pre-hardened steels.
JP4020
P10-M10-K10
JP Coating
PVD
For pre-hardened steel (40-50HRC)
Uses coating with excellent shock resistance, making it superior for
cutting prehardened steel.
JP4120
P10-M10-K10
AJ Coating
PVD
For pre-hardened steel (35-50HRC)
and alloy steel
Uses fine grain substrate and AJ coating. Suitable for cutting of common
steels through pre-hardened steels.
GX2120
K10
GX Coating
CVD
For high-speed cutting of cast iron
Uses fine grain substrate and GX coating. Suitable for the continuous
cutting of cast iron.
JS1025
S10
JS Coating
PVD
For titanium alloys
A coating with excellent lubricating characteristics is used to reduce
welding with cutting materials and extend tool life.
JS4045
P30-K30
JS Coating
PVD
General purpose for steel
Uses rough grain substrate and JS coating. Suitble for general steel
cutting
CY250
P30-M30-K30
PCA Coating
PVD
General purpose for steel
Uses TiAlN Coating; has wide cutting region range
GX2160
M40
GX Coating
CVD
For dry high speed stainless steel
cutting
Uses CVD coating with excellent heat resistance to improve wear
resistance and provide long tool life when dry-cutting stainless steel.
JS4060
P40
JS Coating
PVD
For wet general purpose cutting of
steel
Uses coating with excellent heat resistance and lubrication
characteristics; has a wide range cutting
PTH30E
K30
TH Coating
(TiSiN) PVD
General purpose for steel
Uses moderate substrate, multi purpose grade
JM4060
P40-M40
JM Coating
PVD
For wet general cutting of steel,
stainless steel
Newly developed PVD technology improves adhesion of membranes to
reduce peeling of membranes due to welding
JM4160
M40
AJ Coating
PVD
General purpose for stainless steel
Uses high toughness substrate and AJ coating. Suitable for cutting of
stainless steels.
ATH80D
P01-K01
ATH Coating
PVD
For hardened steels (45-65HRC)
Multi-layer structure provides improved adhesion strength, coating
hardness, and oxidation resistance.
PN08M
P01-K01
PN Coating
PVD
High-speed finishing of steel
It adopts PN coating which was excellent in heat resistance with higher
hardness. Suitable for high-speed finishing of steel
PTH08M
P01-K01
TH Coating
PVD
For high-speed finishing of steel
Uses nanocomposite coating; Excellent for high-speed cutting and
finishing.
ACS05E
P10-K01
ACS Coating
PVD
General purpose for steel
Multi-layer structure provides improved adhesion strength, coating
hardness, and oxidation resistance.
ATH10E
K01
ATH Coating
PVD
For cast iron
Multi-layer structure provides improved adhesion strength, coating
hardness, and oxidation resistance. Suitable for finishing of cast iron.
PN15M
P10
PN Coating
PVD
General purpose for steel
It adopts PN coating which was excellent in heat resistance with higher
hardness. Suitable of finishing of common steels.
PCA12M
P10
PCA Coating
PVD
General purpose for steel
Uses TiAlN Coating; for roughing to finishing
MZ1000
P20
TH Coating
PVD
For finishing of steel
Cermet coating provides clean finished surfaces and is suitable for highspeed cutting.
SD5010
N10
SD Coating
PVD
For aluminium alloys and nonferrous
metals
The hydrogen-free DLC coating comes close to that of diamonds.
Hardness: more than 60GPa
JP
TiAl
AJ
JS
ATH
AlCr
TiSi
TiAl
AlCr
AiTi
TH
ACS
CS
PCA
JM
PN
GX
SD
Al2O3
TiSiN
© 2015 Mitsubishi Hitachi Tool Engineering, Ltd.
AlCr
CrSiN
TiAlN
TiAl
AlCr
TiCN
DLC
9
Download 2015 Mitsubishi Hitachi US
2015 Mitsubishi Hitachi US .pdf (PDF, 80.76 MB)
Download PDF
Share this file on social networks
Link to this page
Permanent link
Use the permanent link to the download page to share your document on Facebook, Twitter, LinkedIn, or directly with a contact by e-Mail, Messenger, Whatsapp, Line..
Short link
Use the short link to share your document on Twitter or by text message (SMS)
HTML Code
Copy the following HTML code to share your document on a Website or Blog
QR Code to this page
This file has been shared publicly by a user of PDF Archive.
Document ID: 0000310134.